Струг са централним погоном за осовину

Анализа технологије аутомобилских осовина

Аутомобилска осовина
Осовине са точковима на обе стране доњег строја (оквира) се заједнички називају осовинама аутомобила, а осовине са могућностима вожње се генерално називају осовинама. Главна разлика између њих је да ли постоји погон у средини осовине (осовине). У овом раду се аутомобилска осовина са погонском јединицом назива аутомобилска осовина, а возило без погона назива се аутомобилска осовина да би се показала разлика.
Са све већом потражњом за логистиком и транспортом, супериорност аутомобилских осовина, посебно приколица и полуприколица, у професионалном транспорту и специјалним операцијама постаје све очигледнија, а потражња тржишта је значајно порасла.
Ова технологија анализира процес обраде осовине, надамо се да ће помоћи купцима да изаберу прикладнију ЦНЦ машину.


Класификација аутомобилских осовина:
Типови осовина се разликују према типу кочнице, а деле се на: осовине диск кочница, осовине добош кочница итд.
Према величини структуре пречника осовине, дели се на: америчку осовину, немачку осовину; итд.
По облику и структури се дели на:
целина: чврста квадратна цевна осовина, шупља квадратна цевна осовина, шупља округла осовина;
подељено тело: глава осовине + заваривање цеви шупљег вратила.
Од садржаја обраде осовине, пуна и шупља осовина се односе на избор опреме за обраду.
Следе анализе процеса производње целе осовине (такође подељене на пуне и шупље; четвртасте цеви и округле цеви), и подељене осовине (глава пуне и шупље осовине + заваривање цеви шупљег вратила), а посебно процес обраде се анализира како би се боље изабрала прикладнија машина.
Процес производње и машина за аутомобилске осовине:
1. Традиционални процес производње укупне осовине:

Из горе наведеног процеса производње осовине, најмање три врсте алатних машина су потребне за завршетак обраде: глодалица или двострано бушилица, ЦНЦ струг, машина за бушење и глодање и ЦНЦ струг треба да се окрене (неки купци имају изабрани двоглави ЦНЦ струг). Што се тиче обраде навоја, ако је пречник осовине каљен, обрађује се након гашења; ако нема гашења, обрађује се у ОП2 и ОП3, а алатне машине секвенце ОП4 и ОП5 се изостављају.

Од новог производног процеса, глодалица која се користи за машинску обраду (пуна осовина) или машина за двострано бушење (шупља осовина) плус ЦНЦ струг, традиционално ОП1 глодање, ОП2, ОП3 секвенца окретања, па чак и ОП5 бушење и глодање Може се заменити двостраним ЦНЦ стругом ОП1.
За чврсте осовине код којих пречник осовине не захтева гашење, сав садржај обраде може да се заврши у једној поставци, укључујући глодање жлебова за кључеве и бушење радијалних рупа. За шупље осовине где пречник осовине не захтева гашење, стандард за аутоматско стезање конверзије може се реализовати у алатној машини, а садржај обраде може да заврши једна машина алатка.
Одаберите специјалне ЦНЦ стругове са двоструком осовином за обраду осовина значајно скраћује пут обраде, а врста и количина одабраних алатних машина ће такође бити смањена.
3. Процес производње подељене осовине:

Из горе наведеног процеса, опрема за обраду осовинске цеви пре заваривања такође се може изабрати као ЦНЦ струг са два краја. За обраду осовине након заваривања, специјални ЦНЦ струг за двостране осовине треба да буде први избор: истовремена обрада на оба краја, висока ефикасност обраде и добра тачност обраде. Ако је потребно обрадити утор за кључ и радијалну рупу на оба краја осовине, машина такође може бити опремљена држачем електричног алата за обраду следећег утора за кључ и радијалну рупу заједно.
4. Предност и карактеристика нове машине за одабир процеса:
1) Концентрација процеса, смањење времена стезања радног предмета, смањење времена помоћне обраде, коришћење технологије истовремене обраде на оба краја, ефикасност производње је значајно побољшана.
2) Једнократно стезање, истовремена обрада на оба краја побољшава тачност обраде и коаксијалност осовине.
3) Скратити процес производње, смањити промет делова на производном месту, побољшати ефикасност коришћења локације и помоћи у побољшању организације и управљања производњом.
4) Због употребе опреме за обраду високе ефикасности, може се опремити уређајима за утовар и истовар и уређајима за складиштење како би се постигла потпуно аутоматизована производња и смањили трошкови рада.
5) Радни предмет је стегнут у средњем положају, стезање је поуздано, а обртни момент потребан за сечење алатне машине је довољан, а може се извршити велика количина окретања.
6) Машина алатка може бити опремљена аутоматским уређајем за детекцију, посебно за шупљу осовину, која може осигурати уједначену дебљину осовине након обраде.
7) За шупље осовине, када су унутрашње рупе на оба краја ОП1 секвенцера готове, традиционални купац ће користити један крај да подигне стезаљку, а други крај да користи задњи део за затезање радног предмета за окретање, али величине унутрашња рупа је другачија. За мањи унутрашњи отвор, крутост затезања је недовољна, горњи момент затезања је недовољан и ефикасно сечење се не може завршити.。
За нови струг са двоструким лицем, шупља осовина, када су унутрашње рупе на оба краја возила завршене, машина аутоматски пребацује режим стезања: два краја се користе за затезање радног предмета, а средњи погон лебди радни предмет за пренос обртног момента.
8) Носач главе са уграђеним хидрауличним стезним предметом може се померати у З смеру машине. Купац може да задржи положај у средњој квадратној цеви (округла цев), положају доње плоче и положају пречника осовине по потреби.
5. Закључак:
С обзиром на горњу ситуацију, употреба двостраних ЦНЦ стругова за обраду осовина аутомобила има значајне предности у односу на традиционалне процесе. То је напредна производна технологија која може да замени традиционалне машине алатке у смислу производног процеса и структуре машине.
Средњи део од
6. Кућиште за осовину

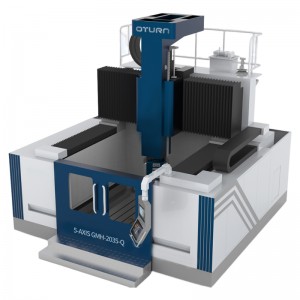
Специјални ЦНЦ струг са двоструком осовином Увод
Опсег обраде осовине: ∮50-200мм, □50-150мм, дужина обраде: 1000-2800мм
Структура машине и увод у перформансе
Машина алатка има 45° коси распоред лежаја, који има добру крутост и лаку евакуацију струготине. Глава главе са функцијом стезања средњег погона је постављена у средини лежишта, а два држача алата су распоређена са обе стране кутије вретена. Минимална дужина стезања машине је 1200 мм, а максимална дужина обраде је 2800 мм. Усвојен је водич за котрљање, а свака серво осовина за напајање усваја куглични вијак са високим утишавањем, а еластична спојница је директно повезана, а бука је ниска, тачност позиционирања и поновљена прецизност позиционирања су високе.
■Машина је опремљена двоканалним системом управљања. Два држача алата могу бити повезана са вретеном у исто време или одвојено да би се завршила истовремена или секвенцијална обрада два краја дела.
■Машина је опремљена са дуплим главама. Главни стожер је фиксиран у средини кревета, а серво мотор напаја главно вратило кроз зупчасти каиш. Кутија под вретеном је инсталирана на доњој водилици алатне машине, коаксијална са главном кутијом вретена, и може се померати аксијално помоћу серво мотора како би се олакшало утовар и истовар делова, а погодно је подесити различито стезање позиције. Приликом обраде делова, подножје вретена је причвршћено за шину машине. Коаксијална тачност две главе је загарантована производним процесом, што резултира вишим степеном концентричности обрађених делова.


■Наглавна глава интегрише систем вретена, учвршћење и систем за дистрибуцију уља, и има компактну структуру и поуздан рад. Специфични пречник стезања и ширина главе главе одређују се деловима осовине купца.
Главни стожер је успораван помоћу два степена каиша и зупчаника, омогућавајући вретену да произведе велики обртни момент. Стезаљка је инсталирана на левом крају главног и десног краја подножја да би се остварило стезање делова. Када главни носач покреће делове да се ротирају, делови стезаљке подножја главе ротирају се са главном базом.



Уређај је опремљен са три радијална цилиндра (четири радијална цилиндра ако су и округли материјал и квадратни материјал стегнути), клип се узвраћа хидрауличким притиском, а канџе су постављене на крају клипа да би се остварило само- центрирање делова. Стезање. Брзо и лако се мењају канџе приликом мењања делова. Сила стезања се подешава помоћу хидрауличног притиска хидрауличног система. Када је део машински обрађен, стега се ротира са главном осовином, а систем за дистрибуцију уља снабдева уљем стезаљку, тако да стезаљка има довољну силу стезања током ротације. Стезаљка има предности велике силе стезања и великог хода канџе.
■Да би се решио проблем уједначене дебљине зида након обраде шупље осовине купца, машина може бити опремљена аутоматским уређајем за контролу радног комада. Након што је стезање осовине завршено, радни предмет аутоматски детектује да се сонда продужава и мери положај радног предмета; након што је мерење завршено, уређај се увлачи у затворени простор.


За различите процесе обраде шупљих осовина, ако се положај лежаја користи као референца за стезање, може се изабрати структура машине са аутоматским стезањем и стезањем, а програмабилни задњи стожер је обезбеђен са обе стране главне и помоћне главе вретена како би задовољио захтеви једне машине. Очекује се да ће се обрада завршити у два корака истовремено. Истовремено, чини да делови аутоматског утовара и истовара имају више и боље изборе.
■Леви и десни држачи алата могу бити опремљени обичним ротационим држачима алата или револверима. Имају функције бушења и глодања, које могу завршити бушење и глодање кључних делова.
■Машина алатка је потпуно затворена и опремљена аутоматским уређајем за подмазивање и уређајем за аутоматско уклањање струготине (предњи). Има добре перформансе заштите, леп изглед, једноставан рад и практично одржавање.
■Детаљне спецификације машине и конфигурације одређене су према захтевима осовине и захтевима купаца и неће се овде понављати.



Хвала на пажњи!