ГМ5Кс-И 5-осна ЦНЦ машина за брушење
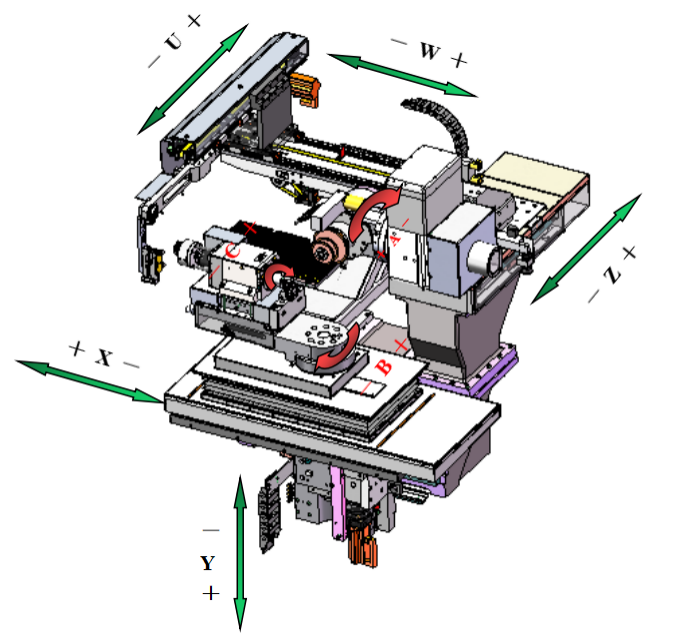
Дијаграм главне структуре машине
Обим примене
Ова машина производи завршне глодалице и бушилице, погодне за обраду тврдих легура и брзорезних челичних материјала.
Циклуси производње и поновног брушења алата
Стандардни крајњи глодали: жљебљење, подметање, оштрење грабуља, оштрење доње ивице, дигитализација, поновно брушење.
1. Техничке спецификације
| № | Садржај | Рекуиремент | Број | Јединица |
| 1.1 | Димензије радног комада | |||
| 1.1.1 | Дужина стезања | ≤ | 230 | mm |
| 1.1.2 | Пречник стезања | између | 2-20 | mm |
| 1.1.3 | Дужина брушења | ≤ | 150 | mm |
| 1.1.4 | Пречник брушења | између | 0.3-12 | mm |
| 1.2 | Гриндинг Спиндле | |||
| 1.2.1 | Тип погона | Прецизно | директним погоном | - |
| 1.2.2 | Повер | називна снага | 13.6 | kW |
| 1.2.3 | Хлађење | Прецизно | Охлађено уљем | - |
| 1.2.4 | Контрола брзине брусног точка | Прецизно | Бесконачна брзина | - |
| 1.2.5 | Брзина | између | 0-10000 | рпм |
| 1.2.6 | Број глава за брушење вретена | Прецизно | 2 | ком |
| 1.3 | Брусни точак | |||
| 1.3.1 | Пречник | ≤ | 150 | mm |
| 1.3.2 | Максималан број брусних плоча по вретену | ≤ | 4 | ком |
| 1.3.3 | Пречник вретена брусних точкова | Прецизно | 25 | mm |
| 1.3.4 | Програмски контролисано снабдевање расхладном течношћу | Прецизно | Да | - |
| 1.3.5 | Број млазница расхладне течности | ≥ | 3 | ком |
| 1.4 | Систем стезања радног предмета | |||
| 1.4.1 | Систем стезања | Прецизно | Хидраулични, аутоматски | - |
| 1.4.2 | Стезна стезаљка | Прецизно | СЦХАУБЛИН В20 | - |
| 1.4.3 | Тип погона | Прецизно | директним погоном | - |
| 1.5 | Параметри осовине | |||
| 1.5.1 | Тип | Прецизно | линеарни | - |
| 1.5.2 | Путовање по Кс осе | ≤ | 280 | mm |
| 1.5.3 | Путовање по З осе | ≤ | 130 | mm |
| 1.5.4 | Путовање по И осе | ≤ | 230 | mm |
| 1.5.5 | Резолуција КСИЗ осе | Прецизно | 0,0001 | mm |
| 1.5.6 | Брзина осе КСИЗ | ≤ | 10 | м/мин |
| 1.5.7 | Путовање А-осе | ≤ | 360 | степен |
| 1.5.8 | Резолуција А-осе | Прецизно | 0,0001 | степен |
| 1.5.9 | Брзина А-осе | ≤ | 300 | рпм |
| 1.5.10 | Путовање по Б-оси | ± | 210 | степени |
| 1.5.11 | Брзина Б-осе | ≤ | 12 | рпм |
| 1.6 | Систем за утовар и истовар | |||
| 1.6.1 | Систем за утовар и истовар | Прецизно | Роботска рука типа решетке | - |
| 1.6.2 | Број тацни | Прецизно | 2 | ком |
| 1.6.3 | Аутоматски утовар и истовар пречника радног комада | Између | 2-12 | mm |
| 1.6.4 | Аутоматско утовар и истовар дужине радног комада | ≤ | 40-200 | mm |
| 1.6.5 | Максималан број радних комада | ≤ | 300 | ком |
| 1.6.6 | софтвер | Прецизно | Да | - |
| 1.7 | Остале компоненте | |||
| 1.7.1 | Способност детекције обрадака на алатним машинама | Прецизно | Да | - |
| 1.7.2 | Централизовани аутоматски систем подмазивања | Прецизно | Да |
|
| 1.7.3 | Тробојна сигнална лампа | Прецизно | Да | - |
| 1.8 | Опционо | |||
| 1.8.1 | Опрема за одвајање уљне магле | Прецизно | Опционо | - |
| 1.9 | Контрола | |||
| 1.9.1 | Контролни систем | Прецизно | НУЦН-ИМ8+ | - |
| 1.9.2 | Оперативни панел | Прецизно | Екран осетљив на додир | - |
| 1.9.3 | Дигитална управљачка оса | Прецизно | Да | - |
| 1.9.4 | Дисплеј у боји | Прецизно | Да | - |
| 1.9.5 | Величина екрана | Прецизно | 19 | инча |
| 1.10 | Софтверски модул за брушење алата | |||
| 1.10.1 | Једноставне глодалице | Прецизно | Да | - |
| 1.10.2 | Једноставне вежбе | Прецизно | Да | - |
| 1.10.3 | Режим аутоматског откривања сонде | Прецизно | Да | - |
| 1.11 | Електрични параметри опреме | |||
| 1.11.1 | Волтаге | Прецизно | 380±10% | V |
| 1.11.2 | Фреквенција | Прецизно | 50±10% | Hz |
| 1.11.3 | Повер | ≤ | 25 | KW |
| 1.12 | Димензије | |||
| 1.12.1 | Дужина | ≤ | 2 000 | mm |
| 1.12.2 | Ширина | ≤ | 2 800 | mm |
| 1.12.3 | Висина | ≤ | 2 200 | mm |
| 1.12.4 | Квалитет | ≤ | 4 750 | kg |
2. Стандардна листа конфигурација
| № | Садржај | Модел | Бранд | Број | ||
| 2.1 | Машина алатка | |||||
| 2.1.1 | Конфигурација Кс-осе | |||||
| 2.1.1.1 | - Шрафна шипка | Прилагођено | НСК | 1пцс | ||
| 2.1.1.2 | - Железница | 1×МР25-А2-760-20-20-Г2-В2+БРК+СОСПЛ | СЦХНЕЕБЕРГЕР | 2пцс | ||
| 2.1.2 | Конфигурација И-осе | |||||
| 2.1.2.1 | - Шрафна шипка | Прилагођено | НСК | 1пцс | ||
| 2.1.2.2 | - Железница | 1×МР35-Ц2-600-20-20-Г2-В2+МРК | СЦХНЕЕБЕРГЕР | 2пцс | ||
| 2.1.3 | Конфигурација З-осе | |||||
| 2.1.3.1 | - Шрафна шипка | Прилагођено | НСК | 1пцс | ||
| 2.1.3.2 | - Железница | 1×МР25-А2-850-20-20-Г2-В2+БРК+СОСПЛ | СЦХНЕЕБЕРГЕР | 2пцс | ||
| 2.1.4 | Конфигурација А-осе | |||||
| 2.1.4.1 | - Угаони кодер | ЕЦН113 | ХЕИДЕНХАИН | 1пцс | ||
| 2.1.4.2 | - Мотор са директним погоном | МСП-1000-2-002-158 | ХИВИН | 1пцс | ||
| 2.1.5 | Грамофон са Б-осом | Прилагођено | ГуТиан | 1пцс | ||
| 2.1.6 | Електрично вретено са трајним магнетом са двоструком главом | Називна снага 7.1КВ | Цхуангиун | 1 ком | ||
| 2.1.7 | Манипулатор са три осовине | - | Цхуангиун | 1пцс | ||
| 2.1.8 | Траи | 148-ЛП-Д4 | Цхуангиун | 2пцс | ||
| 2.1.9 | Траи | 148-ЛП-Д6 | Цхуангиун | 2пцс | ||
| 2.1.10 | Траи | 148-ЛП-Д8 | Цхуангиун | 2пцс | ||
| 2.1.11 | Стезна вилица | Д0.5-3.2/Д3.0-7.0/Д7-13 | Цхуангиун | 1сет | ||
| 2.1.12 | В-блок високе прецизности | (3-5) | Цхуангиун | 1пцс | ||
| 2.1.13 | В-блок високе прецизности | (5-7) | Цхуангиун | 1пцс | ||
| 2.1.14 | В-блок високе прецизности | (6-12) | Цхуангиун | 1пцс | ||
| 2.1.15 | Цоллет | Д4В20 (80-00004) | СЦХАУБЛИН | 1пцс | ||
| 2.1.16 | Сонда | ТС150 | ХЕИДЕНХАИН | 1пцс | ||
| 2.1.17 | Штап за брусилицу (дугачак) | 119×∅31,75×∅96мм | Цхуангиун | 1пцс | ||
| 2.1.18 | Шипка брусног точка (кратка) | 87×∅31,75×∅96 мм | Цхуангиун | 1пцс | ||
| 2.1.19 | Клима уређај | - | ИУЕДЕ | 1пцс | ||
| 2.1.20 | Тробојна сигнална лампа | ДЦ24В | Сцхнеидер | 1пцс | ||
| 2.1.21 | Фловметер | СИ5000 | ИФМ | 1пцс | ||
| 2.1.22 | Специфично напајање за погон | 15КВ | НЕВЦОМ | 1пцс | ||
| 2.1.23 | Група електромагнетних вентила | М4ГЕ280Р-ЦКС-Е20Д-5-3 | ЦКД | 1сет | ||
| 2.1.24 | Систем за аутоматско подмазивање Кс, И, З осе | - | Тајван | 1сет | ||
| 2.2 | Конфигурација ЦНЦ система | |||||
| 2.2.1 | БОКСПЦ | ИМПЦ00С/П1 | Невцон | 1пцс | ||
| 2.2.2 | Филтер за напајање | АГОФИЛ024А | НУМ | 1пцс | ||
| 2.2.3 | Филтер за напајање | АГОФИЛ001С | НУМ | 1пцс | ||
| 2.2.4 | Отпор | АГОРЕС008 | НУМ | 1пцс | ||
| 2.2.5 | Главно напајање система | МДЛЛ3015Н00АН0И | НУМ | 1пцс | ||
| 2.2.6 | Серво драјвер | МДЛУКС021Б1ЦАН0И | НУМ | 4пцс | ||
| 2.2.7 | Б-ос серво мотор | ЗЛС1002-Х60-Д3М1-ННСБ-Д16Е40 | НУМ | 1пцс | ||
| 2.2.8 | Мотор А-осе | МСП-1000-2-002-158 | НУМ | 1пцс | ||
| 2.2.9 | Серво мотор са И осом | ЗЛС1454-Х30-ДЦМ1-СНСБ-Д24Е50 | НУМ | 1пцс | ||
| 2.2.10 | Серво мотор са Кс/З осовином | ЗЛС1153-Х30-Д3М1-ННСБ-Д19Е40 | НУМ | 2пцс | ||
| 2.2.11 | У/В серво драјвер | ЗЛС0754-Х60-Д2М1-СНСБ-Д14Е30 | НУМ | 2пцс | ||
| 2.2.12 | Серво мотор са В-осом | ЗЛС0754-Х60-Д2М1-СНСБ-Д14Е30 | НУМ | 1пцс | ||
| 2.2.13 | спојница | ЕКС-1100 | Невцон | 1пцс | ||
| 2.2.14 | Инпут | ЕКС-210Х | Невцон | 2пцс | ||
| 2.2.15 | Излаз | ЕКС-310Х | Невцон | 2пцс | ||
| 2.2.16 | Аналогни улазни модул | ЕКС-4054 | Невцон | 1пцс | ||
| 2.2.17 | Терминатор | ЕКС-ТРЕ01 | Невцон | 1пцс | ||
| 2.2.18 | Оперативни панел | ИМОП4106/Х | Невцон | 1пцс | ||
| 2.2.19 | НЦК | ИМ8+ | Невцон | 1пцс | ||
| 2.2.20 | НЦК | ИМСО100006 | Невцон | 1пцс | ||
| 2.2.21 | НЦК | ИМСО100008 | Невцон | 1пцс | ||
| 2.2.22 | НЦК | ИМСО100012 | Невцон | 1пцс | ||
| 2.2.23 | НЦК | ИМПА100586 | Невцон | 1пцс | ||
| 2.2.24 | НЦК | ИМСО100373 | Невцон | 1пцс | ||
| 2.2.25 | НЦК | ИМСО100375 | Невцон | 1пцс | ||
| 2.2.26 | НЦК | ИМСО100335 | Невцон | 1пцс | ||
| 2.2.27 | НЦК | ИМСО100519 | Невцон | 1пцс | ||
| 2.2.28 | НЦК | ИМСО100392 | Невцон | 1пцс | ||
| 2.2.29 | НЦК | ИМСО100331 | Невцон | 1пцс | ||
| 2.2.30 | НЦК | ИМСО100535 | Невцон | 1пцс | ||
| 2.2.31 | НЦК | ИМСО100520 | Невцон | 1пцс | ||
| 2.2.32 | НЦК | ИМСО100560 | Невцон | 1пцс | ||
| 2.3 | Стандардна конфигурација софтвера за брушење алата | |||||
| 2.3.1 | Једноставна глодалица | Цхуангиун је саморазвијен | 1пцс | |||
| 2.3.2 | Једноставна бушилица | Цхуангиун је саморазвијен | 1пцс | |||
| 2.3.3 | 3Д провера колизије са 3Д машинском симулацијом | Цхуангиун је саморазвијен | 1пцс | |||
| 2.3.4 | 3Д симулација алата | Цхуангиун је саморазвијен | 1пцс | |||
| 2.3.5 | Аутоматска детекција сонде | Цхуангиун је саморазвијен | 1пцс | |||