БОСМ -12010 Машина за бушење са супротном главом


1. Употребамашина :
БОСМ- 12000* 1000 ЦНЦ портална платформа са два стуба глава-на-глава машина за бушење и глодање је специјална машина алатка за обраду руку/штапова багера.Јастук, може остварити брзу обраду радног предмета, радни предмет се може бушити, глодати и бушити унутар ефективног опсега хода, радни предмет се може обрадити на месту у једном тренутку (нема потребе за секундарним стезањем), брзина утовара и истовара је брза, брзина позиционирања је велика, а тачност обраде висока.Висока, висока ефикасност обраде.
2.Структура машинеКарактеристике:
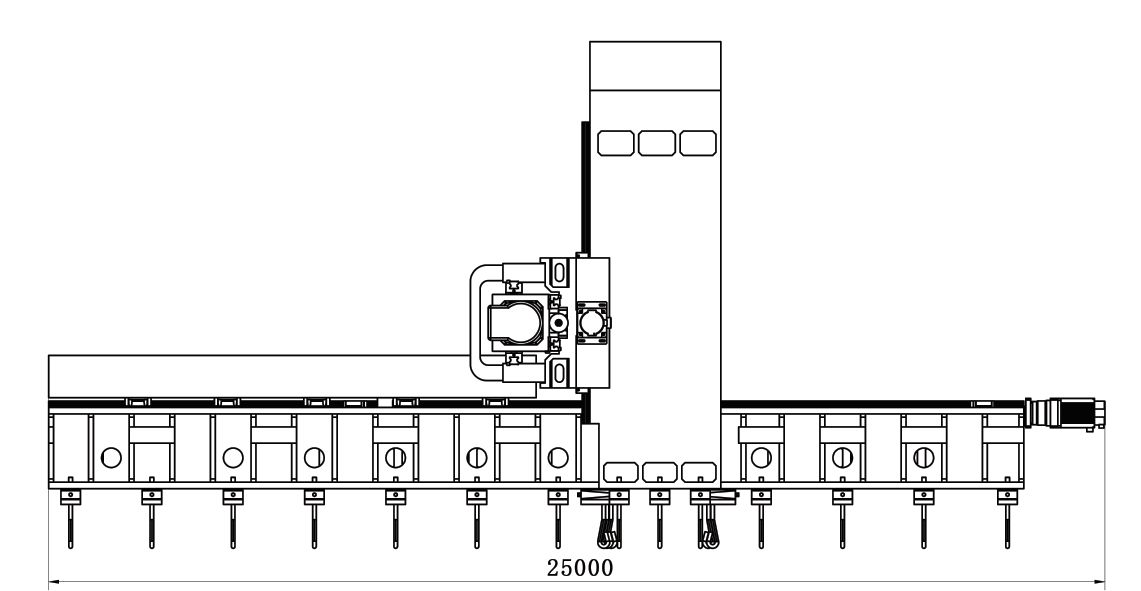
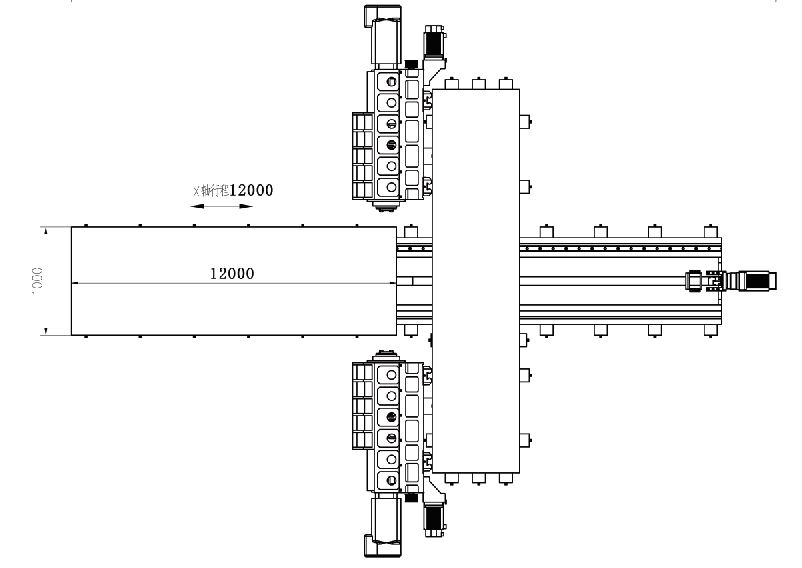
Главне компоненте алатне машине: кревет, радни сто, леви и десни стубови, греде, портне спојне греде, седла, рамови, итд., Велики делови су направљени од смолног песка, висококвалитетног ливеног сивог гвожђа 250, жареног у врућем јама за песак → старење вибрација → термичка обрада жарење пећи → вибрационо старење → груба обрада → вибрационо старење → жарење вруће пећи → старење вибрација → завршна обрада, потпуно елиминише негативан стрес делова и одржава перформансе делова стабилним.Померају се фиксни кревет, леви и десни стубови, портал и радни сто;Има функције глодања, бушења, бушења, упуштања, урезивања, итд. Метода хлађења алата је екстерно хлађење.Машина алатка садржи 5 осовина за довод, које могу да реализују 4-осно повезивање и 5-осно једноделно дејство.Постоје 2 главе за напајање.Оса машине алатке и погонске главе приказане су на доњој слици.


2.1.Главна структура аксијалног преносног дела за напајање
2.1.1.Кс-оса:Радни сто се помера бочно дуж водилице фиксног лежаја.
Кс 1- осни погон: АЦ серво мотор плус планетарни редуктор високе прецизности покреће се кугличним завртњем да покреће кретање радног стола како би се остварило линеарно кретање Кс-осе
Облик шине водилице: поставити две прецизне линеарне водилице високе чврстоће.
2.1.2 З1 оса:Глава за напајање и седло су вертикално постављени на предњој страни стуба, и узвраћају се нагоре и надоле дуж водилице стуба.
Пренос по З1-оси: АЦ серво мотор и синхрони точак се користе за покретање кугличног вијка за покретање седла да би се остварило линеарно кретање З-осе
2.1.3 З2 оса:Глава за напајање и седло су вертикално постављени на предњој страни стуба, и узвраћају се нагоре и надоле дуж водилице стуба.
Пренос по З2 оси: АЦ серво мотор и синхрони точак се користе за покретање кугличног вијка за покретање седла да би се остварило линеарно кретање З-осе.
2.1.4 И1 оса:Седло за моторну главу је постављено вертикално на предњој страни десног стуба, и узмиче се лево и десно дуж шине вођице стуба.
Пренос по И1-оси: АЦ серво мотор плус планетарни редуктор високе прецизности се користи за покретање цилиндра да се креће кроз куглични вијак како би се остварило линеарно кретање И1-осе
2.1.5 И2 оса:Седло за моторну главу је вертикално постављено на предњој страни десног стуба, и узмиче се лево и десно дуж водилице стуба.
Пренос по И2 осе: АЦ серво мотор плус планетарни редуктор високе прецизности се користи за покретање цилиндра да се креће кроз куглични вијак како би се остварило линеарно кретање И2 осе.
2.2.Смер кретања главе за бушење и глодање (укључујући главу за напајање 1 и 2) усваја квадратну структуру рам, најнапреднију методу комбиноване водилице од жице и тврде шине, тврда шина је окружена снажном подршком, 4 линеарне шине за вођење ваљка парови су вођени, а погон усваја АЦ серво мотор Покрени синхрони каиш (и=2) и прецизан куглични вијчани пренос, глава за напајање усваја серво мотор да успорава кроз синхрони каиш и синхрони точак, вођени прецизношћу за тешке услове пар водилица, и покреће вертикални куглични завртањ да се окреће, остварујући вертикално кретање главе нагоре и надоле, и опремљен је шипком за балансирање азота да смањи капацитет ношења главе машине на завртњу и серво мотору.Мотор осе З има функцију аутоматског кочења.У случају нестанка струје, аутоматска кочница ће чврсто држати осовину мотора., тако да не може да се окреће.Када радите, када бургија не додирује радни предмет, брзо ће се хранити;када бургија додирне радни предмет, аутоматски ће се пребацити на радни помак.Када бургија продре у радни предмет, аутоматски ће се пребацити на брзо премотавање уназад;када крај бургије напусти радни предмет и достигне постављени положај, радни сто ће се померити у следећу позицију рупе да би се остварила аутоматска циркулација.Глава за напајање усваја комбинацију жице и тврде шине, што не само да обезбеђује брзину рада опреме, већ и у великој мери повећава крутост опреме.И може реализовати функције слепог бушења рупа, глодања, искошења, ломљења струготине, аутоматског уклањања струготине итд., Што побољшава продуктивност рада.

(лева глава за напајање)
2.3.Уклањање струготине и хлађење
Постоје спирални и равни ланчани транспортери струготине инсталирани са обе стране испод радног стола, а струготине се на крају могу аутоматски испуштати на транспортер струготине кроз две фазе спиралних и ланчаних плоча како би се реализовала цивилизована производња.У резервоару за расхладну течност транспортера струготине налази се пумпа за хлађење, која се може користити за спољашње хлађење алата како би се обезбедиле перформансе бушења и век трајања бургије, а расхладна течност се може рециклирати.
3.Потпуно дигитални нумерички контролни систем:
3.1.Са функцијом ломљења струготине, време ломљења струготине и циклус ломљења струготине могу се подесити на интерфејсу човек-машина.
3.2.Са функцијом подизања алата, висина подизања алата се може подесити на интерфејсу човек-машина.Када бушење достигне ову висину, бургија се брзо подиже до врха радног комада, а затим се струготине бацају, а затим брзо прослеђују на површину за бушење и аутоматски претварају у рад.
3.3.Централизована контролна кутија и ручна јединица усвајају систем нумеричке контроле и опремљени су УСБ интерфејсом и ЛЦД екраном са течним кристалима.Да би се олакшало програмирање, складиштење, приказ и комуникација, оперативни интерфејс има функције као што су дијалог човек-машина, компензација грешке и аутоматски аларм.
3.4.Опрема има функцију прегледа и поновног прегледа положаја рупе пре обраде, а операција је веома згодна.
4.Аутоматско подмазивање
Прецизни парови линеарних водилица машина алатки, прецизни парови кугличних вијака и други парови за кретање високе прецизности опремљени су аутоматским системима за подмазивање.Аутоматска пумпа за подмазивање производи уље под притиском, а комора за квантитативно уље за подмазивање улази у уље.Након што се уљна комора напуни уљем, када системски притисак порасте на 1,4-1,75Мпа, прекидач притиска у систему се затвара, пумпа се зауставља, а вентил за пражњење се истовремено истоварује.Када притисак уља у коловозу падне испод 0,2Мпа, квантитативни лубрикатор почиње да пуни тачку подмазивања и завршава једно пуњење уљем.Због прецизног снабдевања уљем квантитативног ињектора уља и детекције притиска у систему, снабдевање уљем је поуздано, осигуравајући да на површини сваког кинематичког пара постоји уљни филм, смањујући трење и хабање и спречавајући оштећење унутрашња структура изазвана прегревањем., како би се осигурала тачност и животни век алатне машине.У поређењу са паром клизних водилица, пар котрљајућих линеарних шина који се користи у овој машинској алатки има низ предности:
①Осетљивост на кретање је висока, коефицијент трења шине за котрљање је мали, само 0,0025 ~ 0,01, а погонска снага је знатно смањена, што је само еквивалентно 1/10 обичне машине.
② Разлика између динамичког и статичког трења је веома мала, а перформансе праћења су одличне, односно временски интервал између сигнала вожње и механичког дејства је изузетно кратак, што доприноси побољшању брзине одзива и осетљивости систем нумеричке контроле.
③ Погодан је за линеарно кретање великом брзином, а његова тренутна брзина је око 10 пута већа од брзине клизних водећих шина.
④ Може остварити кретање без зазора и побољшати крутост кретања механичког система.
⑤Произведен од стране професионалних произвођача, има високу прецизност, добру свестраност и лако одржавање.

5.Окружење за коришћење машине:
Напајање: трофазни АЦ380В ± 10% , 50Хз ± 1 Температура околине: 0 ° ~ 45 °
Пет, главни технички параметри:


6.технички параметри
| Модел | БОСМ12010 | |
| Максимална величина радног комада за обраду | Дужина × ширина × висина (мм) | 12000×1000×1500 |
| Максимални пречник резача | 200мм | |
| Максимални довод портала | ширина (мм) | 1300 |
| величина радног стола | Дужина Кс ширина (мм) | 12000*1000 |
|
Глава за бушење хоризонталног типа рам снага глава један два
| Количина (2) | 2 |
| Конус вретена | БТ50 | |
| Пречник бушења (мм) | Φ2-Φ60 | |
| Пречник резања (мм) | М3-М30 | |
| Брзина вретена (о/мин) | 30~6000 | |
| Снага мотора серво вретена (кв) | 37 | |
| Удаљеност носа вретена од центра стола (мм) | 150-650 | |
| Леви и десни ход једног овна (мм) | 500 | |
| Растојање између центра овна и равни стола (мм) | 200-1700 | |
| Горе и доле ход рам (мм) | 1500 | |
| Поновљивост | 300мм*300мм | ±0,02 |
| Димензије машине алатке | Дужина × ширина × висина (мм) | према цртежима |
| Бруто тежина (т) | (приближно) 62 | |

Горе наведени параметри су параметри идејног пројекта.У стварном дизајну може доћи до промена у складу са захтевима обраде радног комада и захтевима дизајна машине алатке, како би се испунили захтеви делова за обраду ваше компаније.